„Das große Ziel der Bildung ist nicht Wissen, sondern Handeln“ – Herbert Spencer
Deshalb versuchen wir den Grundlagenteil auf die nötigen Grundlagen zu reduzieren, die für die Lasermaterialbearbeitung im Allgemeinen wichtig zu verstehen sind. Wir werden hier nicht erklären wie ein Laser oder verschiedene optische Bauelemente funktionieren. In den jeweiligen Wissensbereichen zu den Prozessen wird auf die für den einzelnen Prozess wesentlichen Grundlagenverständnisse eingegangen. In diesem Bereich wollen wir vor Allem einen Überblick über die einzelnen Verfahren verschaffen und ein tieferes Verständnis in der Betrachtung des Laserstrahls als Werkzeug erzeugen. Auf diese Weise wollen wir Wissen erzeugen, was Sie in der Anwendung der Laserstrahlung weiterbringt.
Trifft der Laserstrahl auf das Bauteil, wird er auf eine Fläche abgebildet. Um ihn optimal nutzen zu können, sollte man die folgenden vier Punkte kennen, da diese maßgeblichen Einfluss auf die Art des Bearbeitungsprozesses, der durchgeführt wird und eine essentielle Grundlage für das generelle Prozessverständnis bilden.
Meist sind die zur Materialbearbeitung verwendeten Laserstrahlen annähernd rund und können als Kreisfläche betrachtet werden. Innerhalb dieser Fläche (auch Laserspot genannt) hat der Strahl ein räumliches Strahlprofil seiner Leistung. Das gängigste Strahlprofil ist hier die Gaußform, welches die größte Leistung in der Mitte des Kreises hat und zu den Rändern abnimmt.
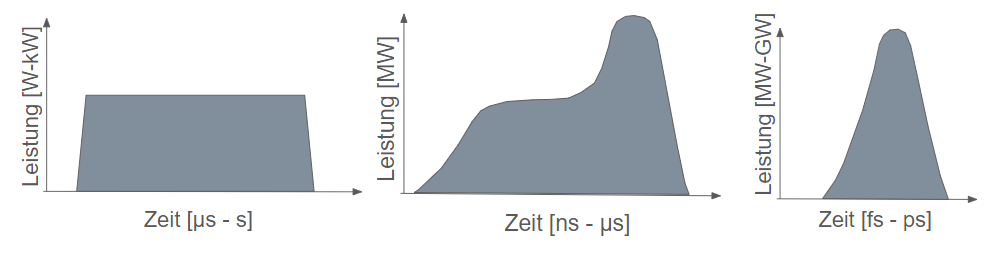
Der Strahl bzw. der Puls hat eine räumliche Länge, die sich aus dem Produkt von Pulsdauer und Lichtgeschwindigkeit ergibt. Entlang dieser Länge hat der Laserpuls einen zeitlichen Verlauf seiner Leistung. Diese Profile können sehr unterschiedlich sein. Bei CW- (Dauerstrichbetrieb) und QCW- (Dauerstrichbetrieb gepulst betrieben) – Lasern ist dieses konstant. Bei den Kurzpulslasern im Nanosekundenbereich hat dieses erst eine sehr hohe Intensität, gefolgt von einem zunehmendem abflachendem Bereich. Bei den Ultrakurzpulslasern ist die Form Gaußartig oder hyperbolisch-sekant-quadratisch (ähnlich wie ein Gauß).
Die Intensität ()gibt an, wieviel Leistung auf die Bestrahlte Fläche trifft. Dieser Wert unterscheidet zwischen Erwärmen, Schmelzen, Verdampfen oder Ionisieren, also der Bildung eines Plasmas.
Da der Laserstrahl einen zeitlichen und räumlichen Verlauf seiner Leistung hat, können auch mehrere Phänomene innerhalb des Brennflecks auftreten. Auch hängt der konkrete Wert vom bestrahlten Material ab, dessen thermischen Eigenschaften und seines wellenlängenabhängigen Absorptionsgrades.
Die Fluenz () gibt an, wieviel Energie auf die bestrahlte Fläche trifft. Dieser Wert vernachlässigt somit die zeitliche Komponente. Wenn die Intensität beschreibt, was passiert, beschreibt die Fluenz wieviel davon passiert. Mit der Fluenz wird auch die Betrachtung der Effizienz eines Prozesses gemacht. Vor allem bei der Verwendung von Ultrakurzpulslasern ist diese Betrachtung meistens interessanter, da die Intensität hier eine sehr geringe Aussagekraft bietet.
Die Bestrahlungsdauer verknüpft die Werte Fluenz und Intensität miteinander. Es ist die zeitliche Komponente, die Pulsdauer. Je länger die Pulsdauer, desto mehr Energie kann vom Material aufgenommen werden, desto größer werden allerdings auch parasitäre Effekte wie Wärmeleitung, Plasmaabschirmung und Konvektion des Schmelzbades. Dadurch sinkt die Prozesseffizienz, den man als eine Art relativen Wirkungsgrad verstehen kann.
Die Wechselwirkung von Strahlung und Materie ist sehr komplex und bietet zuteilen sehr große Herausforderungen für aktuelle Forschung. Vor allem wird sie immer komplizierter, je kürzer die verwendeten Laserpulse sind. Im Folgenden wird versucht anwenderfreundlich und sehr vereinfacht dieses Thema zu beleuchten, sodass Wissen aufgebaut wird, welches bei der Auslegung und Optimierung von Prozessen genutzt werden kann.
Um den Laserstrahl zu lenken und zu formen, wird er durch viele verschiedene optische Bauelemente geführt. Auf diese Weise werden die nachfolgend besprochenen Eigenschaften der Strahlung und damit auch des Werkzeuges, welches wir nutzen wollen, angepasst.
Aus den Eigenschaften der Laserstrahlung ergeben sich Limits bei der Abbildung. Auch hier muss sich aufgrund verschiedener physikalischer Begrenzungen für einen Kompromiss entschieden werden. Eine Begrenzung auf die man schnell trifft ist, dass Strahlung im Allgemeinen beugungslimitiert ist. Diese Limitierung beschreibt, dass Lichtwellen auf einen begrenzt kleinen Durchmesser fokussiert werden können. Die Begründung liegt darin, dass sie eine räumlich begrenzte Öffnung (z.B. eine Fokussierlinse) passieren müssen und an den Rändern dieser Optik gebeugt werden. Selbst bei einer perfekten Linse ohne Abbildungsfehler begrenzt dieses Phänomen das Auflösungsvermögen. Die Auflösungsgrenze, bzw. unser Spotdurchmesser wird also beschränkt durch folgenden Zusammenhang:
(Wellenlänge, L=Abstand zum Objekt D=Größe der Öffnung d=Fokusdurchmesser). Je kleiner also die verwendete Wellenlänge oder die Brennweite der Optik ist, desto kleiner wird auch der mögliche Spotdurchmesser. Das selbe Prinzip gilt auch für je größer der Durchmesser der verwendeten Linse ist, praktisch ist dies allerdings meist kein relevanter Faktor, da hier sehr schnell immense Kosten anfallen können. Man kann den Sachverhalt der realen Abbildungsverhältnisse auch anders und praktisch relevanter darstellen, was im folgenden Abschnitt behandelt wird.
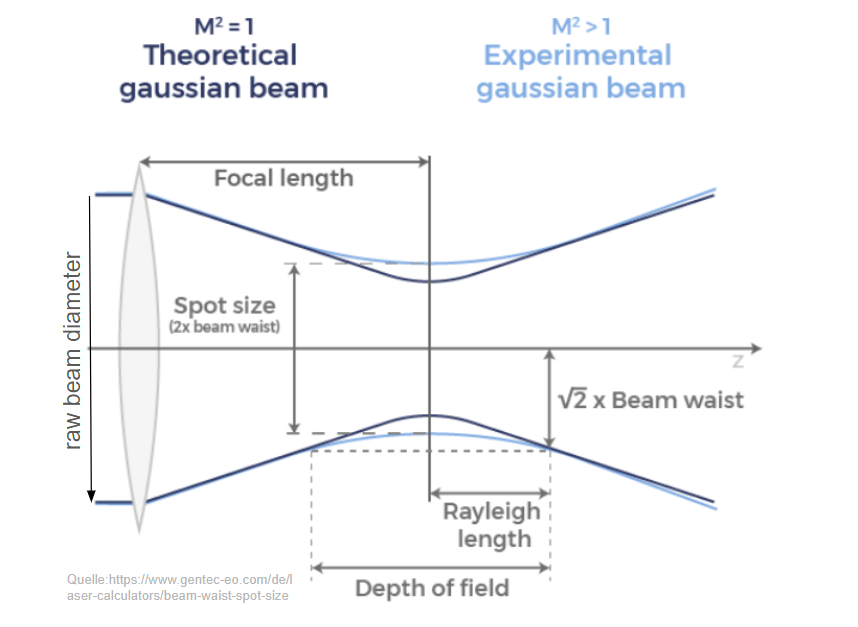
Die Qualität eines Laserstrahls wird über die Beugungsmaßzahl M2 beschrieben. Idealisiert und unerreichbar ist der Wert 1. Je höher der Wert ist, desto stärker weicht die Strahlqualität von einem idealen Gaußstrahl ab. Dieser Wert ist einfach aus den Herstellerangaben und dem Produktdatenblatt ersichtlich. Auf die Erklärung wie dieser Zustande kommt, wird an dieser Stelle verzichtet. Wichtig ist zu wissen, dass ein höherer Wert nicht unbedingt eine schlechtere Eignung für einen Prozess bedeutet.
In der linken Abbildung ist erkennbar, dass bei steigendem M2 der Strahldurchmesser im Fokus steigt. Des weiteren geht aus der Gleichung hervor, dass mit steigender Brennweite und Wellenlänge ebenfalls der Spotdurchmesser steigt. Ein größerer Durchmesser des unfokussierten Strahls jedoch verursacht einen kleineren Spot.
In der Abbildung ist noch die Schärfentiefe- die Rayleighlänge (halbe Schärfentiefe)- abgebildet. Diese Werte geben an, innerhalb welchen Bereichs der Laserstrahl einen Durchmesser von maximal seines Fokusdurchmessers erreicht. Der Wert steht dort, weil die Betrachtung darauf abzielt, wann der Laserstrahl die Hälfte seiner Intensität besitzt. Und da es sich um einen Kreis handelt, hängt die Intensität vom quadratischen Durchmesser ab. Je kleiner der Fokusdurchmesser ist, desto kleiner ist die Schärfentiefe.
f = Brennweite Wellenlänge M2= Beugungsmaßzahl Spotdurchmesser Rohstrahldurchmesser
Der Fokusdurchmesser ist der Wert, mit dem die Bearbeitung steht und fällt. Er gibt für jeden Laserprozess das Limit an Auflösung an. Einen größeren Fokusdurchmesser zu nutzen, ist oftmals sogar eine gute Option. Bei den unterschiedlichen Prozessen sind durchaus Verbesserungen in Prozessstabilität und Effizienz, bzw. Bearbeitungsgeschwindigkeit erzielbar. Variable Fokusdurchmesser werden oft über die Defokussierung erzielt. Das bedeutet, dass nicht im Fokus gearbeitet wird, sondern einfach etwas außerhalb. Der Nachteil dieser Variante besteht darin, dass hier die Prozessführung bedeutend instabiler wird (nicht unmöglich) und kleinere Schwankungen in der Bauteilhöhe größere Auswirkungen haben, als würde einfach innerhalb eines größeren Fokus (mit zusätzlich noch mehr Schärfentiefe) gearbeitet werden. Es gib unterschiedlichste Systeme, die den Fokusdurchmesser variieren können. Diese sind allerdings kostenintensiv, kompliziert in der Justage und Bedienung und bringen ebenfalls diverse Nachteile mit sich, die berücksichtigt werden müssen (Wasserkühlung bei höheren Leistungen, große Strahlengänge in der Maschine, Feldverzerrungen,…).
Die Schärfentiefe ist ein Wert, der oft unterschätzt wird. Sie ist sehr entscheidend für Prozessstabilität bei größeren Bauteiltoleranzen. bei Schneid- und Schweißanwendungen ist sie, neben der mittleren Leistung, entscheidend für die Dicken die sicher bearbeitet werden können. Je Dicker der Werkstoff ist, der geschnitten werden soll oder je tiefer die Schweißnaht, desto höher muss die Schärfentiefe sein.
Die Brennweite ist die wichtigste Eigenschaft für die Optiken, die zur Bearbeitung eingesetzt werden. Wie bereits vorangegangen besprochen, sind Fokusdurchmesser und Schärfentiefe hauptsächlich durch die Brennweite einstellbar. Nun könnte man denken, dass man einfach bei kleinen Spotdurchmessern eine kleine Brennweite nimmt und bei großen Spotdurchmessern eine lange. Leider ist das in der Praxis so oft nicht gut umsetzbar. Die Brennweite gibt an, wie weit weg die Optik vom zu bearbeitenden Material sitzt. Eine längere Brennweite zu nutzen hat bei vielen Prozessen erhebliche Vorteile:
Die Optik ist durch den höheren Abstand besser geschützt vor Spritzern und Bedampfung.
Die Zustellbewegungen können schneller durchgeführt werden, da durch den höheren Abstand mehr Sicherheit besteht.
Optiken mit langen Brennweiten haben auch größere Feldgrößen, was mehr bearbeitbare Fläche ohne Neupositionierung zur Folge hat.
Im realen Anwendungsfall wollen wir mit dem Laserstrahl ein Bauteil bearbeiten. Dafür muss zwischen Laserstrahl und Bauteil eine Relativbewegung erzeugt werden. Dafür gibt es verschiedene Varianten, welche im folgenden besprochen werden.
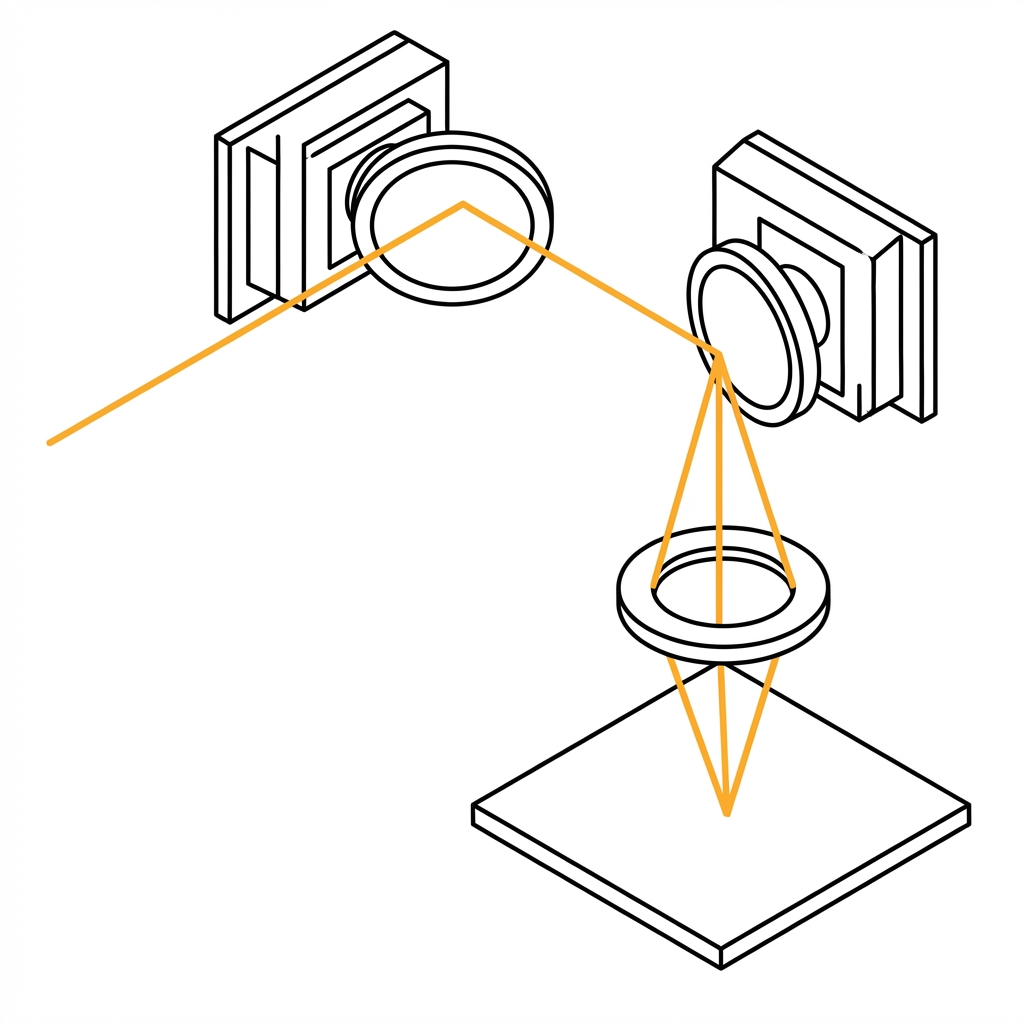
Bei Anwendungen die sehr hohe Dynamiken oder sehr komplizierte Geometrien benötigen, wird oftmals der Galvanometerscanner eingesetzt. Dieser ist aus zwei beweglichen Spiegeln aufgebaut, durch die der Strahl in unterschiedlichen Winkeln abgelenkt und anschließend durch die Fokussierlinse fokussiert wird. Die Spiegel positionieren den Strahl innerhalb des Scanfeldes. Ein Spiegel in x- und einer in y-Richtung. Es gibt auch andere Arten von Scannern, wie beispielsweise Polygonscanner oder Eins-Achsscanner, aber die Galvanometerscanner sind mit großem Abstand am meisten verbreitete Scannertyp.
Die Scanner bieten viele Vorteile bei der Bearbeitung. Sie sind sehr dynamisch, da nur kleine Spiegel um kleine Winkel bewegt werden müssen. Das bringt insbesondere bei Prozessen in denen Füllungen abgearbeitet werden müssen extreme Performance-Vorteile, wie bei der Beschriftung, Gravur oder auch Perforation von Flächen. Die Optiken der Scanner können sehr einfach gewechselt werden, wodurch auch unterschiedliche Brennweiten innerhalb einer Maschine genutzt werden können. Sie bieten in den meisten Fällen einen größeren Abstand zum Werkstück, was sowohl Kollisionssicherheit als auch Schutz vor Spritzern und Dämpfen bringt.
Die Nachteile dieser Systeme sind, dass das Bearbeitungsfeld durch die Brennweite limitiert ist und gerade bei größeren zu bearbeitenden Flächen umpositioniert und angesetzt (stitching) werden muss.
Die koaxiale Prozessgaszufuhr bei Scannern ist möglich, allerdings mit erheblichen Einschränkungen verbunden. Für die meisten Prozesse müssen so geringe Düsendurchmesser verwendet werden, dass das Bearbeitungsfeld des Scanners erheblich auf dieses Maß eingeschränkt wird. Diese Art der koaxiale Prozessgaszufuhr findet Anwendung, wenn der Scanner ausschließlich für eine Pendelbewegung des Strahls (Wobble) genutzt werden soll, oder Konturen im Bereich des Düsendurchmessers bearbeitet werden.
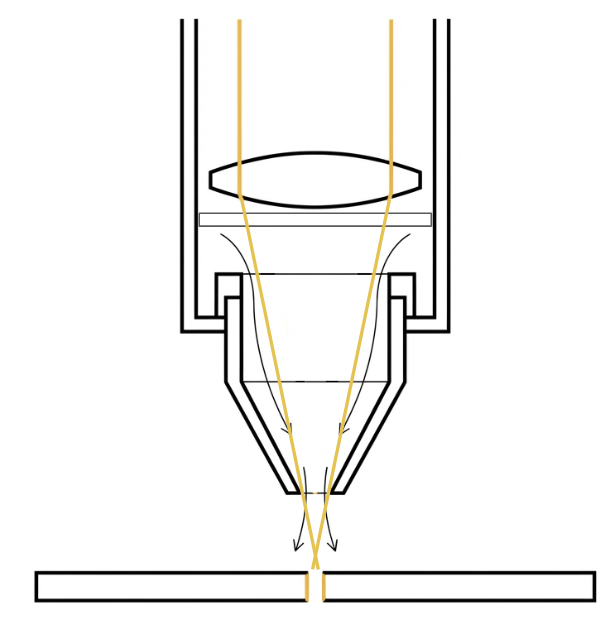
Bei der Festoptik steht der Laserstrahl fest zur fokussierenden Optik. Die Bewegung zum Bauteil wird durch ein Achssystem erzeugt. Dadurch ist es möglich, den Strahl durch sehr kleine Koaxialdüsen zu führen, wie sie für Schneidprozesse benötigt werden und für manche Schweißprozesse von Vorteil sind. Der Aufbau dieser Köpfe ist in der Basis sehr schlank und einfach. Optional lässt sich dieser meistens mit sehr vielen Optionen und Anbauten in der Funktionalität erweitern. Die Arbeitsabstände von Kopf zu Werkstück sind prozessbedingt sehr gering (einige mm bis wenige 10 µm). Daraus ergibt sich eine erhöhte Kollisionsgefahr. Der Aufbau dieser Köpfe ist deshalb oft sehr massiv und robust ausgelegt. Die erforderliche Dynamik der Systeme, die Festoptiken verwenden, werden durch die Achssysteme der Maschine realisiert. Das Achssystem gibt hierbei auch die bearbeitbare Fläche vor. Außerdem benötigen diese Systeme dadurch eine CNC- Steuerung, über die Konturen in Form von Programmen abgearbeitet werden.