Der Laser bietet beim Schneiden aufgrund seiner im Grundlagenteil behandelten Eigenschaften extreme Vorteile. Aufgrund der starken Steigerung der verfügbaren Laserleistungen in den letzten Jahren gewinnt der Laser auch im Bereich dickerer Bleche (mehrere Zentimeter) zunehmend an Bedeutung. Wir unterscheiden beim Laserschneiden in drei Kategorien: Schmelzschneiden, Brennschneiden und Sublimationsschneiden (Schneiden durch Verdampfen des Materials) . Diese Unterscheidung wurde getroffen, da sich die Verfahren grundlegend unterscheiden. Wir werden im Folgenden hauptsächlich auf die Bearbeitung von metallischen Werkstoffen eingehen und etwaige Besonderheiten bei der Bearbeitung von Kunststoffen und Keramiken gesondert ausweisen.
Diese Seite befindet sich derzeit in Bearbeitung.
Das Laserschneiden ist ein thermisches Trennverfahren. Die Trennung erfolgt durch ein Lokales Abtragen von Material. Die Vorteile des Prozesses sind:
- Hohe Schnittgeschwindigkeiten
- Hohe Aspektverhältnisse (Schnittspalttiefe / Schnittspaltbreite)
- Hohe Konturtreue
- Sehr geringe Belastung der Bauteile
- Hohe Flexibilität mit einem einzigen „Werkzeug“
- gute Automatisierbarkeit
- Trennen unterschiedlichster Werkstoffe, ungeachtet Ihrer Härte
- Bearbeitung auch in Schwer zugänglichen Bereichen möglich
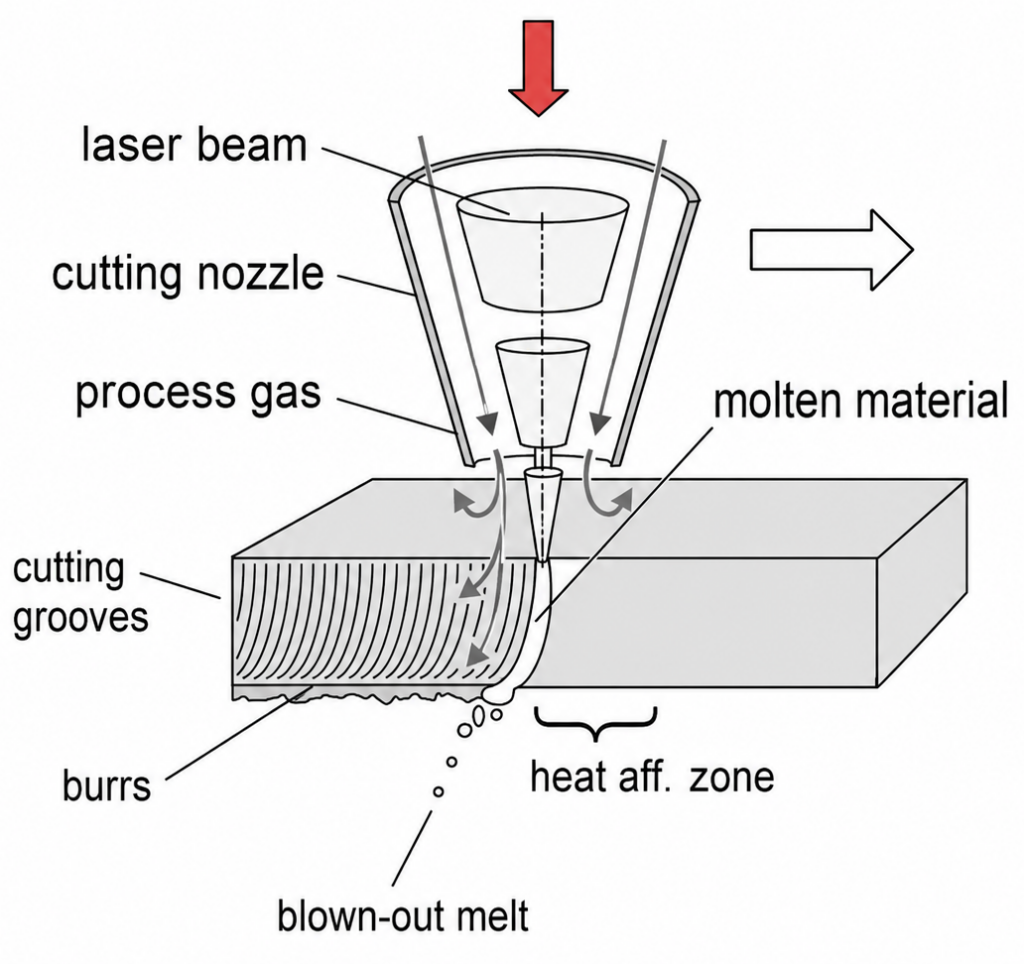
Beim Laserschneiden wird der Werkstoff durch einen fokussierten Laserstrahl lokal aufgeschmolzen, oxidiert oder verdampft. Die notwendige Intensität wird durch (Pulsspitzen-) Leistung in Verbindung mit dem Spotdurchmesser eingestellt.
Koaxial zum Laserstrahl wird ein Prozessgas durch die Schneiddüse zugeführt, welches das Material in diesem Bereich aus der Schnittfuge austrägt. Eine Lücke bzw. ein Schnittspalt ist die Folge.
Charakteristisch für den Prozess sind die Schneidrillen (Cutting grooves) auf der Schnittflanke. Diese sind je nach gewähltem Prozess unterschiedlich und entstehen auch durch unterschiedliche Mechanismen. Des weiteren weist Laserschneidspalt Grat auf der Unterseite auf und eine gewisse Wärmebeeinflusste Zone.
Selbstverständlich lassen sich diese Charakteristika minimieren und mit geeigneten Mitteln auf ein kaum wahrnehmbares Maß reduzieren.
Beim Schmelzschneiden wird der durch die eingekoppelte Laserstrahlung aufgeschmolzene Werkstoff mittels eines koaxial geführten Inertgases oder Reaktionsträgem gas ausgetrieben. Mit diesem Verfahren lassen sich Metalle oxidfrei und mit hoher Schnittkantenqualität trennen. Verwendet werden hier zumeist Stickstoff oder Argon. Diese Gase sind in großen Mengen Verfügbar und ermöglichen einen wirtschaftlichen Einsatz dieser Technologie. Häufig wird Stickstoff als Inertgas bezeichnet, was allerdings falsch ist. Stickstoff reagiert mit an den Grenzzonen der geschmolzenen Werkstoffe durchaus, wodurch beim Schmelzschneiden von Edelstahl mit Stickstoff beispielsweise ein Nitrieren der Oberfläche erfolgen kann. Ein etwas goldener Glas an den Schnittkanten kann hier die folge sein. Diese nitrierte Schicht ist allerdings sehr dünn und meist für die Anwendungen kein Problem, da sie anders als Oxid oder Rost nicht zu einem weiteren Verwittern des Werkstückes nach der Bearbeitung führt. Wenn Edelstahlteile für den Einsatz in Chemisch aggressiver Umgebung oder beispielsweise für medizinische Anwendungen oder Titan im Allgemeinen bearbeitet werden sollen, dann lohnt es sich zumeist auf Argon zu wechseln, da hierbei sämtliche Reaktionen des Werkstoffes mit dem Gas ausgeschlossen sind.
Desweiteren kann auch Druckluft genutzt werden als Prozessgas für das Schmelzschneiden von Beispielsweise Kupfer- oder Aluminiumbasierten Werkstoffen. Man kann trotz des geringen Sauerstoffanteils ein sehr gutes Prozessergebnis erhalten, da der relativ geringe Anteil von Sauerstoff im Gas nicht reicht, um diese Materialien so zu schädigen, dass sie im Folgenden stärker Korrosionsanfällig sind oder ähnliches. Der Sauerstoff erzeugt in diesem Falle, dass die Schmelze etwas niederviskoser wird und sich besser austreiben lässt und verhindert das Verhalten des Wederverschließens des Schnittspaltes. Auf diese Weise können extrem dünne Schnittspalte in optimaler Qualität erzeugt werden.
Beim Brennschneiden wird Sauerstoff als Prozessgas verwendet. Dieser setzt in einer exothermen chemischen Reaktion mit dem Material Energie frei. Diese trägt zusätzlich zur eingebrachten Laserleistung nun zum Aufschmelzen bei. So lassen sich trotz niedriger zur Verfügung stehender Laserleistung weit höhere Schnittgeschwindigkeiten und Blechdicken realisieren als beim Schmelzschneiden.
Als Nachteil können eine auf der Schnittfläche haftende Oxidschicht und eine geringere Schnittqualität gelten. Ist das Oxidationsprodukt wie bei Aluminium eine Keramik (Al2O3) mit höherer Schmelztemperatur und Zähigkeit als die des flüssigen reinen Metalls. Ein deutlich schlechterer Schmelzaustrieb und eine folglich reduzierte Schnittgeschwindigkeit ist die Folge.
Beim Brennschneiden erhitzt der Laserstrahl den Werkstoff auf „Zündtemperatur“, welche die Reaktionsschwelle beschreibt, ab der der jeweilige Werkstoff bereit steht für die exotherme Reaktion. Ab diesem Moment stabilisiert der Laser diesen Verbrennungsprozess und lenkt diesen, um die entsprechenden Konturen zu erzeugen.
Beim Sublimierschneiden erfolgt durch die absorbierte Laserleistung eine direkte Umwandlung des festen Fugenmaterials in einen gasförmigen Aggregatzustand. Dabei kann es sich je nach Werkstoff um einen Verdampfungsvorgang (z. B. bei Kunststoffen) oder einen „echten“ Sublimationsvorgang (z. B. bei manchen Keramiken und Graphit) handeln. Der Gasstrahl dient hier vor Allem dazu, den Fugenbereich vor Oxidation und die Bearbeitungsoptik vor Ablagerungen zu
schützen. Durch die aufkommenden höheren Pulsenergien und mittleren Leistungen der Ultrakurzpulsquellen, wird dieses Verfahren auch zunehmend in der Mikrobearbeitung von Metallischen Werkstoffen eingesetzt.
Eine in ihrer Wirkweise von den vorstehend definierten Verfahren abweichende Variante des Laserstrahlschneidens wird allgemein üblich als „Hochgeschwindigkeitsschneiden“ bezeichnet. Dabei erfolgt die Energieeinkopplung – ähnlich wie beim Tiefschweißen – in einer Kapillare und die Schmelze wird erst in einem Bereich ausgetrieben, der in einem Abstand von mehreren Strahldurchmessern hinter der Kapillare liegt. Aufgrund dieser andersgearteten physikalischen Vorgänge bietet es sich an, hierbei von Kapillarschneiden zu sprechen.
Für diese Verfahren werden bei geringen Dicken häufig auch Scannersysteme verwendet, da sie deutlich dynamischer und auf diese Weise wirtschaftliche sind. Ebenfalls lassen sich gerade im Bereich noch deutlich Dicken (< 100 µm) mit hoher Qualität und Konturtreue bearbeiten. Der Austrieb des Materials muss nicht zwangsläufig durch einen Gasstrom nach unten stattfinden, wodurch sich bessere Spannvorrichtungen erdenken lassen. Außerdem führt Gasstrom bei diesen dicken zu starken mechanischen Beanspruchungen des Werkstücks (Verbiegen, Strecken, Flattern, Schwingen, Tordieren), Somit ist ein Prozess in Schutzgasatmosphäre bei geringeren Durchflüssen und Drücken hier häufig die bessere Wahl.
Laser können, wie im Grundlagenteil beschrieben, gepulst oder kontinuierlich betrieben werden. Somit gibt es auch hier wieder unterschiedliche Varianten zu schneiden mit ihren Vor- und Nachteilen. Um diese nachzuvollziehen, wollen wir erstmal verstehen, was die zwei Varianten voneinander unterscheidet. Beim CW-Schneiden ist der Laser die gesamte Zeit des Prozesses an und gibt Strahlung aus. Daraus ergibt sich, dass wir bei einem angenommenen festen Spotdurchmesser das Prozessergebnis im wesentlichen durch die Leistung, die Verfahrgeschwindigkeit und die Schneidgaszufuhr beeinflussen können. Wird ein gepulster Laserstrahl verwendet, dann ergeben sich drei weitere Parameter. Diese sind Pulsdauer, Pulswiederholfrequenz (Rep-Rate) und Pulsform. Die Pulsformung wird noch in einem Separaten Artikel behandelt, deshalb lassen wir sie vorerst außer Acht.
Schneiden wir gepulst, dann lässt sich jeder Puls als einzelner Schneidprozess verstehen. Innerhalb dieses Pulses wird das Material erhitzt, erschmolzen und intensitätsabhängig verdampft. Während der gesamten Zeit drückt das Schneidgas von oben auf die Schnittfuge. Auf diese Weise wird das flüssige und dampfförmige Material ausgetragen und der Prozess beginnt beim nächsten Puls erneut. Lediglich ein gewisses Maß an Wärme in Form einer erhöhten Temparatur des Grundwerkstoffes verbleiben im Material, obwohl das Schneidgas die meiste Energie aus der Schnittfuge abtransportiert, in Form des erhitzten Materials und durch Konvektion an den Schnittkanten. Man kann sagen, dass die gepulsten Prozesse im Normalfall folgende Unterschiede zum Schneiden im Dauerstrichbetrieb haben:
- langsamere Schweißgeschwindigkeit
- geringere Materialstärke schneidbar
- Flexibler durch mehr Parameter
- mit Pulsüberhöhung geringere mittlere Leistung
- reduzierte Wärmebeeinflussung, Verzug und Abbrand
- konstantere Prozessführung
- bei filigranen Bauteilen höhere Blechdicken möglich als bei cw
- geringere Schnittspalte erreichbar
- sensible Materialien schneidbar
- einfacherer Einstich und geringerer Qualitätsverlust bei Einstichen
Erkennbar ist also, dass es einen beträchtlichen Unterschied macht, für welches Lasersystem man sich für seine Bandbreite an Anwendungen entscheidet. Auch zukünftige mögliche Anforderungen sollten hier mit in Betracht gezogen werden.
 |
Text |