Diese Seite befindet sich derzeit in Bearbeitung.
Der Laser bietet beim Schweißen aufgrund seiner im Grundlagenteil behandelten Eigenschaften extreme Vorteile. Korrekt angewendet lassen sich durch Laser die meisten Schweißanwendungen substituieren und deutlich verbessern. Wir unterscheiden beim Laserschweißen in drei Kategorien: Das Laserschweißen von Metallen, Laser-Kunststoffschweißen und das Schweißen mit Nanosekundenlasern. Diese Unterscheidung wurde getroffen, da sich die Verfahren grundlegend unterscheiden. Wir werden im Folgenden hauptsächlich auf das Metallschweißen eingehen und das Schweißen von Kunststoffen und das Nanosekundenschweißen in separaten Abschnitten behandeln.
Das Laserschweißen ist ein Fügeprozess, bei dem eine Stoffschlüssige Verbindung aus zwei oder mehreren Fügepartnern erzeugt wird. Die Vorteile dieses Prozesses sind:
- Hohe Schweißgeschwindigkeit
- Hohe Aspektverhältnisse (Schweißnahttiefe / Schweißnahtbreite)
- Schweißnahtgüte
- Gute Dosierbarkeit der eingebrachten Energie
- reduzierte Nahtvorbereitung
- gute Automatisierbarkeit
- Das Fügen verschiedener Werkstoffe
- Zusatzwerkstoff muss nicht verwendet werden, kann aber zur Überbrückung hoher Spaltmaße oder dem Auftragsschweißen Anwendung finden.
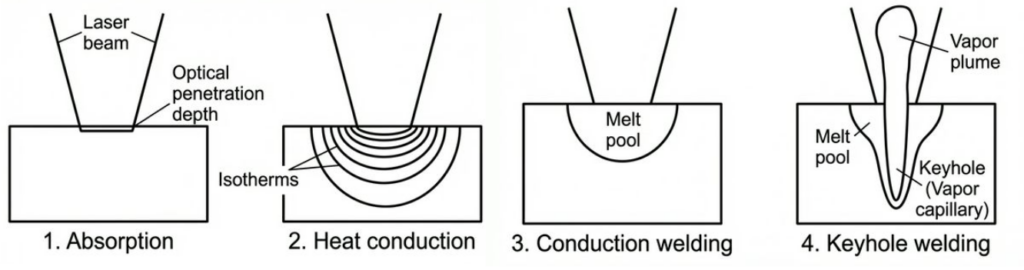
Der Laserstrahl wird absorbiert und die Wärme wird vom Festkörper weitergeleitet. Ist genug Energie im System beginnt das Material lokal zu schmelzen und es entsteht ein Schmelzbad. Bei ausreichend hoher Intensität der Bestrahlung beginnt im Schmelzbad ein teil des Materials zu verdampfen und es entsteht ein Keyhole. In dieses Keyhole kann der Laserstrahl besser einkoppeln, durch die Mehrfachreflexion und dadurch entstehende mehrfache Absorption der Strahlung an den Wänden dieses Lochs.
Dieser Effekt wird als Tiefschweißeffekt bezeichnet.
Nach dem die Bestrahlung des Materials vorbei ist (Prozessende oder Umpositionierung des Laserstrahls auf dem Werkstück) schließt sich das entstandene Keyhole und die Schmelze erstarrt aufgrund der Wärmeleitung in sich selbst und die Wärmeabgabe an die Umgebung des Werkstücks. Übrig bleibt eine lasergeschweißte Schweißnaht.
Quelle: Lasertechnik für die Fertigung, Reinhart Poprawe, Springer 2005 S.258
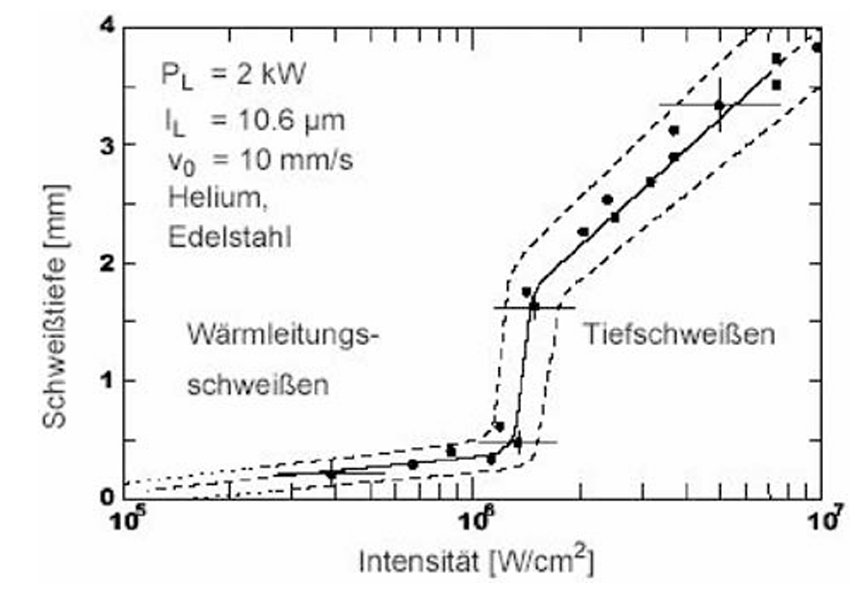
Die erzielte Einschweißtiefe ist Intensitätsgesteuert. In nebenstehendem Diagramm kann man den Qualitativen Verlauf erkennen. Selbstverständlich sind die konkreten Werte von vielen anderen Einflussfaktoren abhängig, diese wurden bei dieser Betrachtung allerdings konstant gehalten.
Erkennbar ist, dass es ab einer Intensität von 106 W/cm2 zu einem Sprunghaften Anstieg der Einschweißtiefe kommt. Ab diesem Punkt fängt ein Teil Materials im Schmelzbad an zu verdampfen und es entsteht der besprochene Dampfkanal. In dieses Keyhole kann der Laserstrahl besser einkoppeln, durch die Mehrfachreflexion der Strahlung an den Wänden dieser Kapillare.
Dieser Effekt wird als Tiefschweißeffekt bezeichnet.
Nachstehend werden nun schematisch die 3 entstehenden Schweißnahtquerschliffe gezeigt die beim Wärmeleitungsschweißen, in der Übergangszone der Regime und dem Tiefschweißen entstehen.
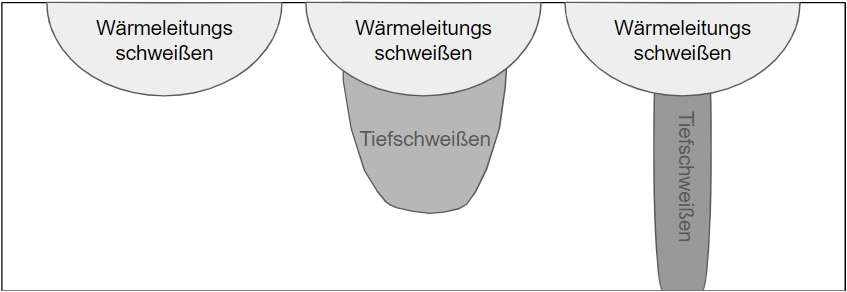
Die sich bei jedem Prozess ausbildende Schweißwurzel ist zusammengesetzt aus einem Anteil der durch das Wärmeleitungsschweißen entsteht und bei ausreichend hoher Intensität mit einer Tiefschweißwurzel. Im Bereich des starken Anstiegs der Einschweißtiefe entsteht eine V-förmige Schweißwurzel. Diese Querschnitte entstehen aus dem Grund, dass auch beim Tiefschweißen kontinuierlich Wärme in das Schmelzbad eingebracht wird, wodurch dieses durch die innere Konvektion und Wärmeleitung mit der Zeit wächst.
Laserschweißprozesse werden eingestellt anhand von Parametern. Den Einfluss dieser Parameter werden wir in diesem Abschnitt besprechen. Selbstverständlich ist nie ein Parameter allein für eine bestimmte Änderung des Prozessergebnisses zuständig. Alle Parameter sind in irgendeiner Form miteinander verknüpft. Diese Einflüsse und ihre Ausprägung sind letztlich vom individuellen Schweißprozess und dem gewünschten Bearbeitungsergebnisses abhängig. Dennoch soll in diesem Abschnitt ein Verständnis für die Parameter erzeugt werden, da dieses elementar ist, für das generelle Verständnis.
Die Pulsdauer gibt an, wie lang der Schweißprozess stattfindet. Sie beeinflusst den Wärmeleitungsanteil der Schweißnaht und auf diese Weise auch die Nahtgeometrie. Außerdem beeinflusst sie auf diese Weise die gesamte ins Werkstück eingebrachte Energie. Bei der Pulsdauer gibt es untere Grenzwerte, da man bei zu geringer Pulsdauer Material abträgt (Bohrprozess) anstatt zu Schweißen.
Bei CW Prozessen gibt es keine Pulsdauer, allerdings kann man hier ein Äquivalent ansetzen zu Vergleichszwecken. Dieses Äquivalent wird aus dem Spotdurchmesser und der Verfahrgeschwindigkeit errechnet und entspricht der Verweildauer. Es wird berechnet, wie lang die selbe Fläche während des CW-Prozesses bestrahlt wird.
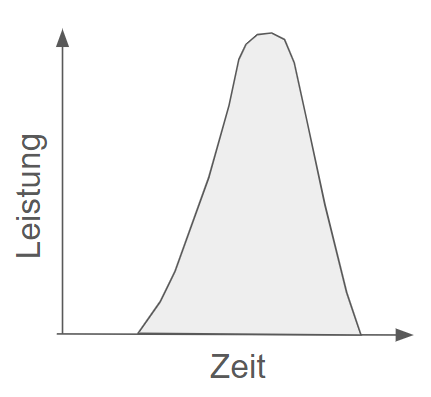
Pulsformung beschreibt die Variation der Leistung über den zeitlichen Verlauf eines Pulses. Auf diese Weise können verschiedene Funktionen innerhalb eines Pulses abgedeckt werden. Auf diese Weise können Prozesse feiner abgestimmt werden und stabiler aufgestellt werden.
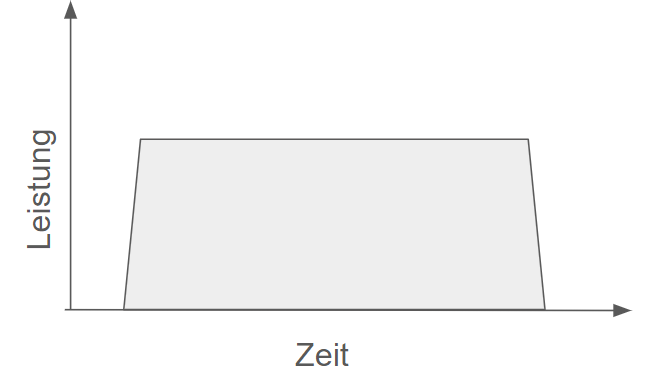
CW oder QCW Laserpuls, Keine Variation der Leistung über die Zeit
Gaußförmiger Laserpuls, erzeugt durch Blitzlampengepumpte oder Gütegeschaltete Laser
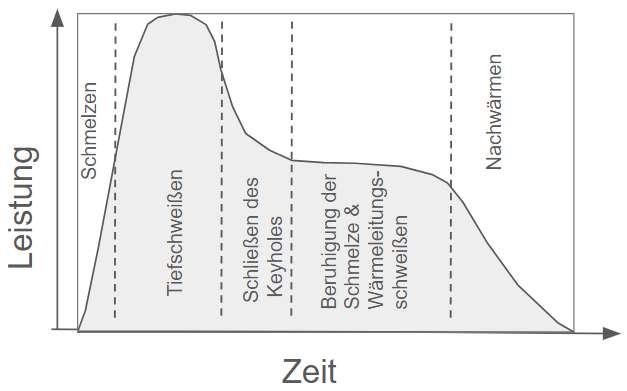
Modulierter Puls mit der Funktion den Schweißprozess zeitlich zu steuern um Poren und Lunker zu vermeiden
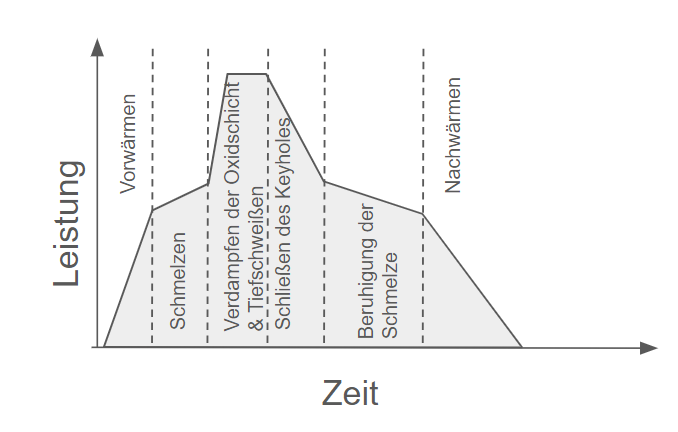
Modulierter Puls mit der Funktion den Schweißprozess zeitlich zu steuern und die Beschichtung zu entfernen. Vermeidung von Anbindungsfehlern, Poren und Lunkern.